
 РОЗЛИВ ЧУВСТВИТЕЛЬНЫХ К ТЕМПЕРАТУРЕ ФОРМУЛ
РОЗЛИВ ЧУВСТВИТЕЛЬНЫХ К ТЕМПЕРАТУРЕ ФОРМУЛ
АВТОР: РАДЖИВ КАББУР, ДИРЕКТОР ПО МАРКЕТИНГУ BREVETTI ANGELA
ТИП МАШИНЫ: SYFPAC® SVP 4.40 ЯЧЕЕК
СКОРОСТЬ: 13.000 ШТ/ ЧАС
ТИП ПОЛИМЕРА: PP, PE, HDPE
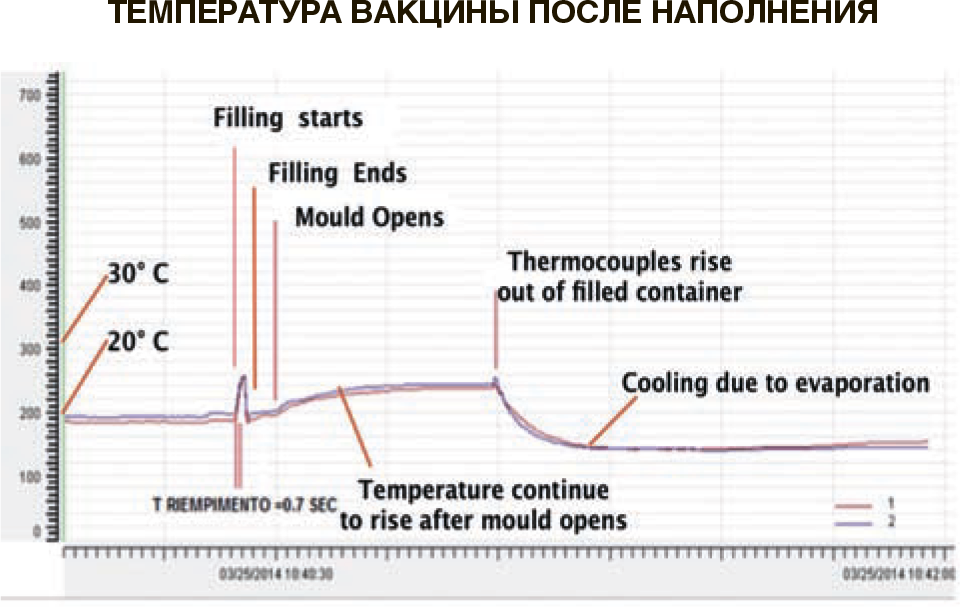
- Какой температуре продукт подвергается в ходе процесса выдува-наполнения-запайки?
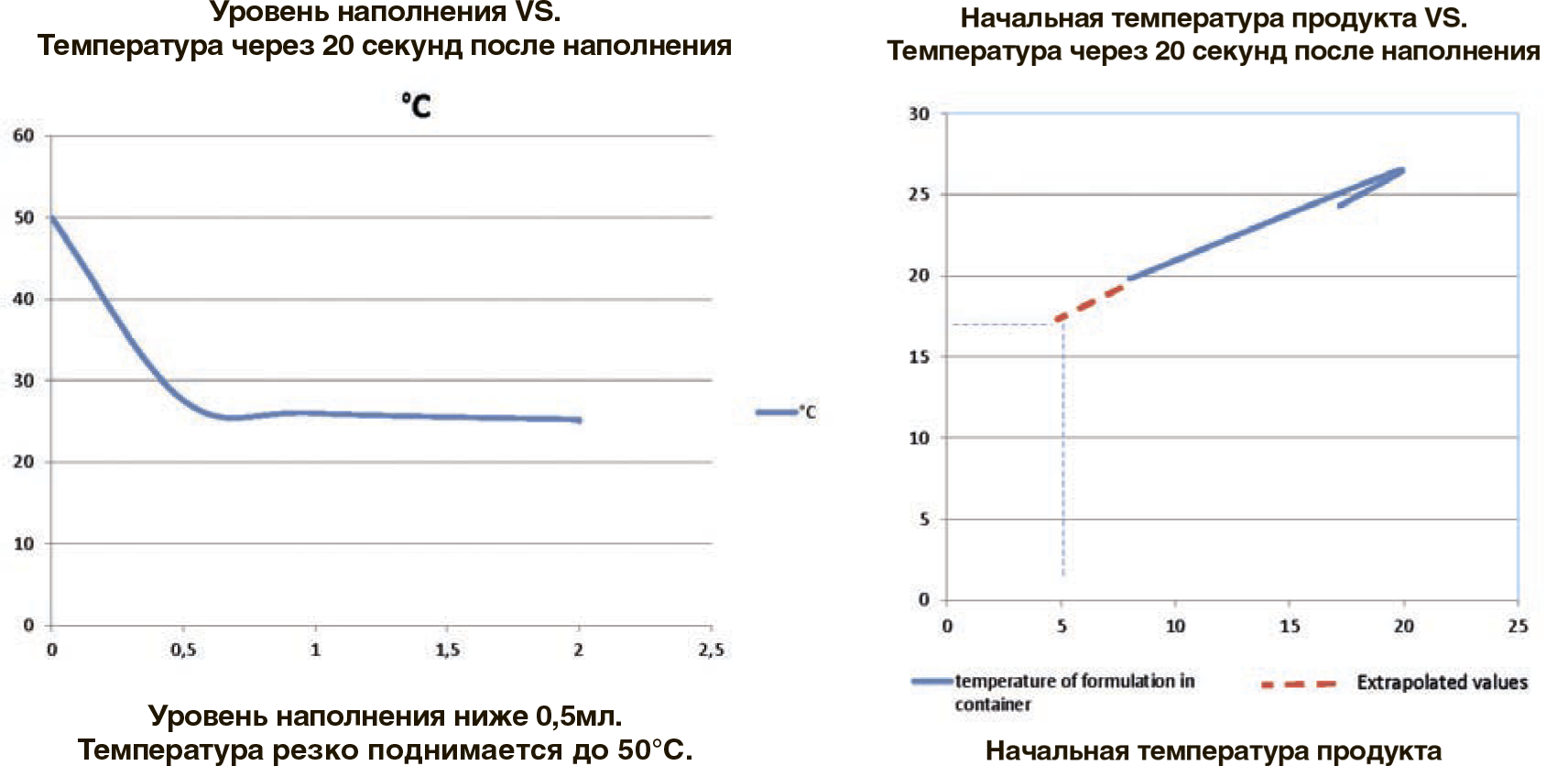
- Какая температура контейнера непосредственно перед началом розлива?
- При выходе из пресс-формы продолжает ли расти температура наполненной жидкости?
- Какая часть температуры передается от контейнера к наполненной жидкости?
Так подходит ли процесс BFS для наполнения таких чувствительных к температуре препаратов как вакцины и биопрепараты?
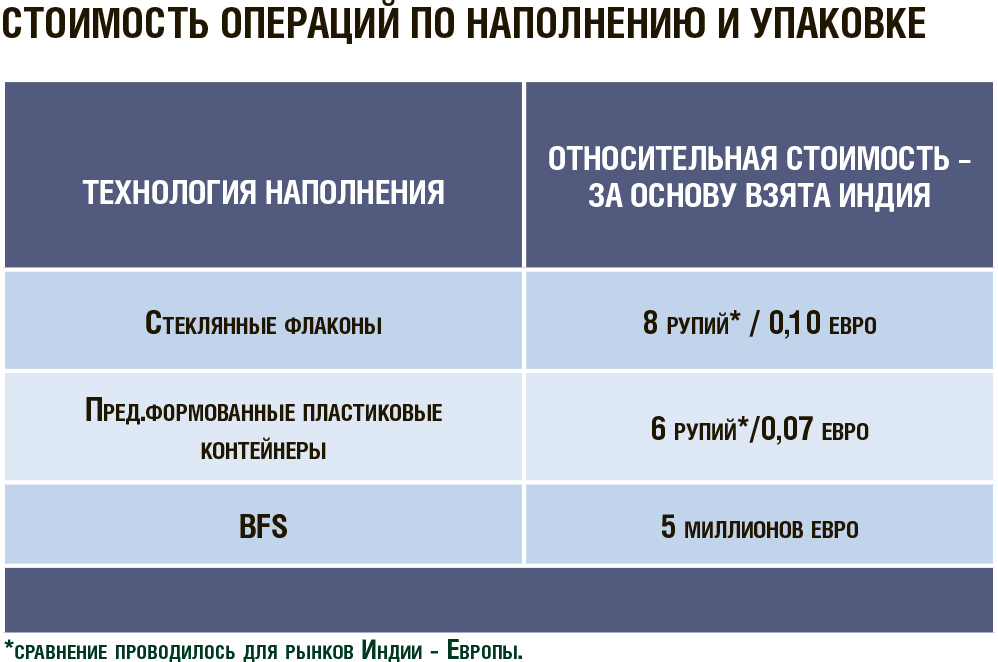
Это предметное изучение принимает во внимание следующие технологии упаковки:
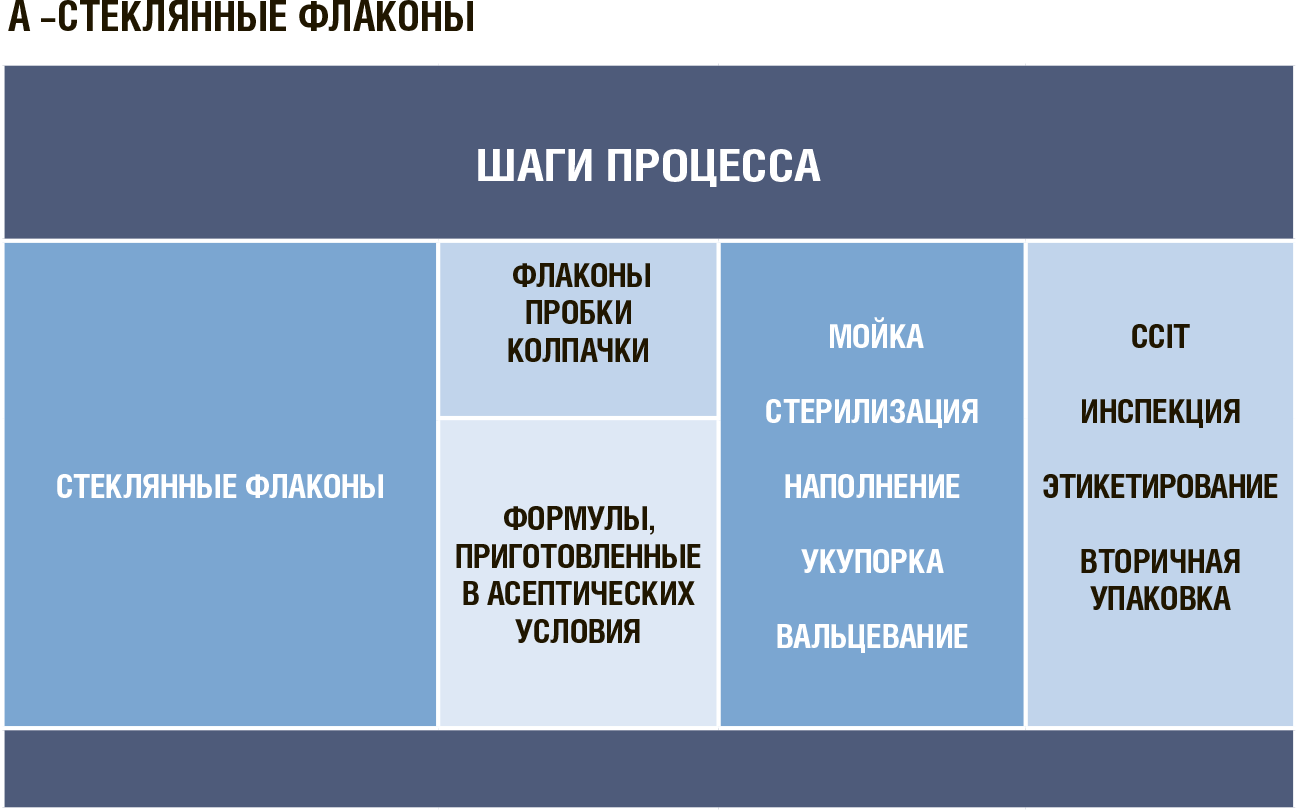
- A – Стеклянные флаконы
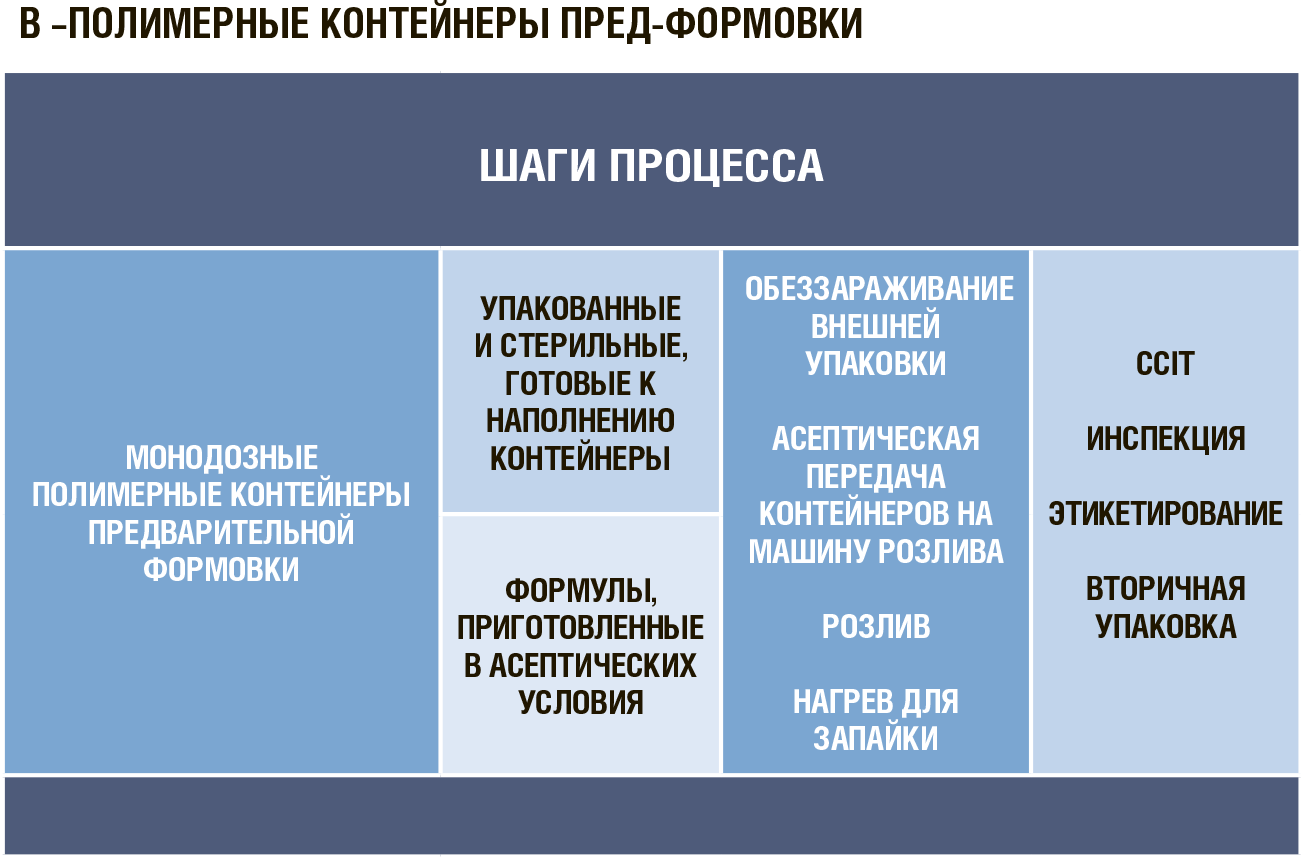
- B – Монодозные полимерные контейнеры предварительной формовки
- C – Асептическая технология упаковки BFS
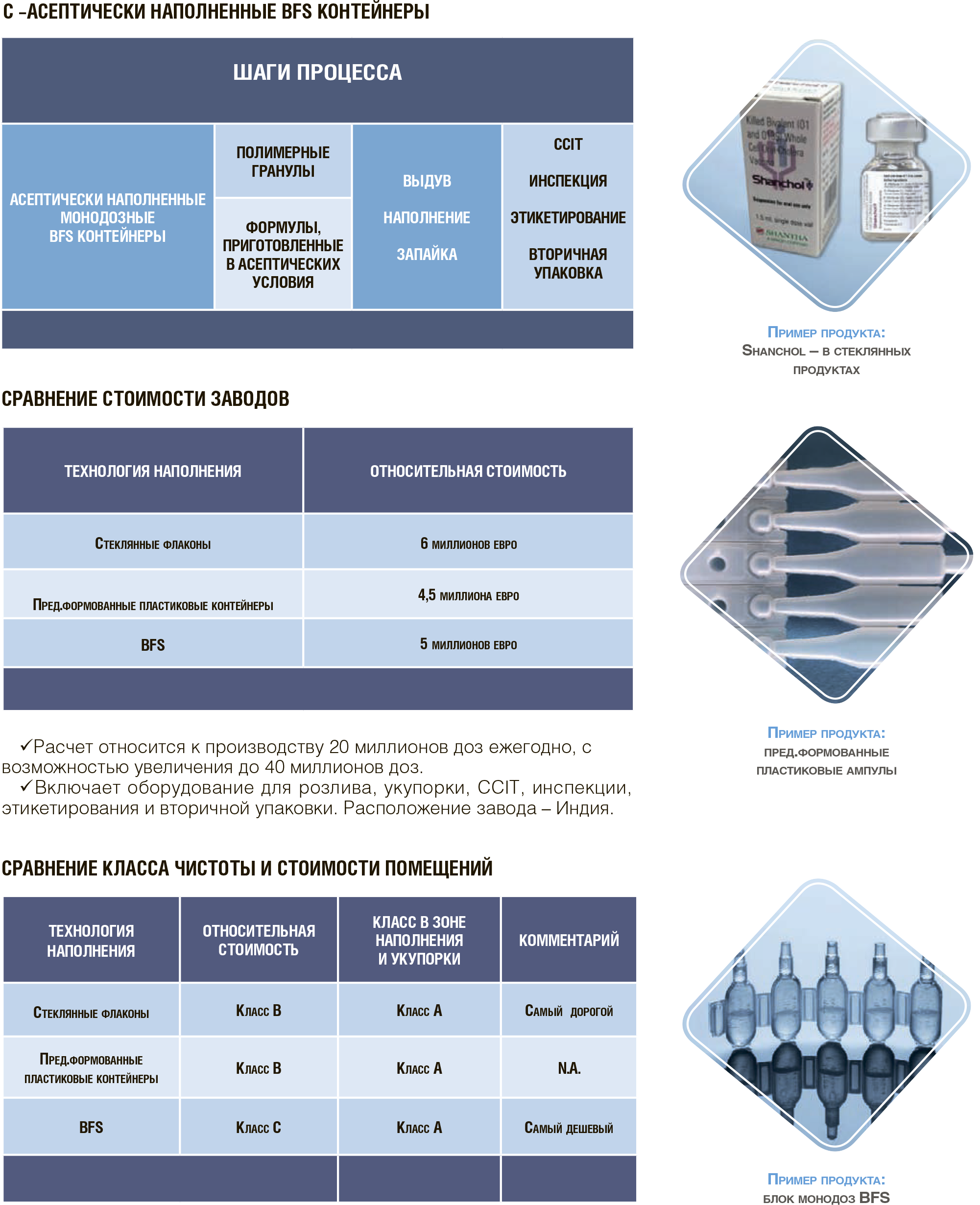
Расчет относится к производству 20 миллионов доз ежегодно. Включает первичную и вторичную упаковку, операции выполняемые в Индии.Не включает стоимость API и стоимость приготовления раствора.Не включает стоимость управления и маркетинга завода.
НАПОЛНЕНИЕ ВАКЦИН ПО ТЕХНОЛОГИИ BFS
Определение BFS: Выдув/Наполнение/Запайка (BFS) – это оборудование, изготовленное с целью выполнения в рамках одной операции формовки контейнеров из пластиковых гранул, наполнения и запайки. Все операции выполняются на одной автоматической машине.
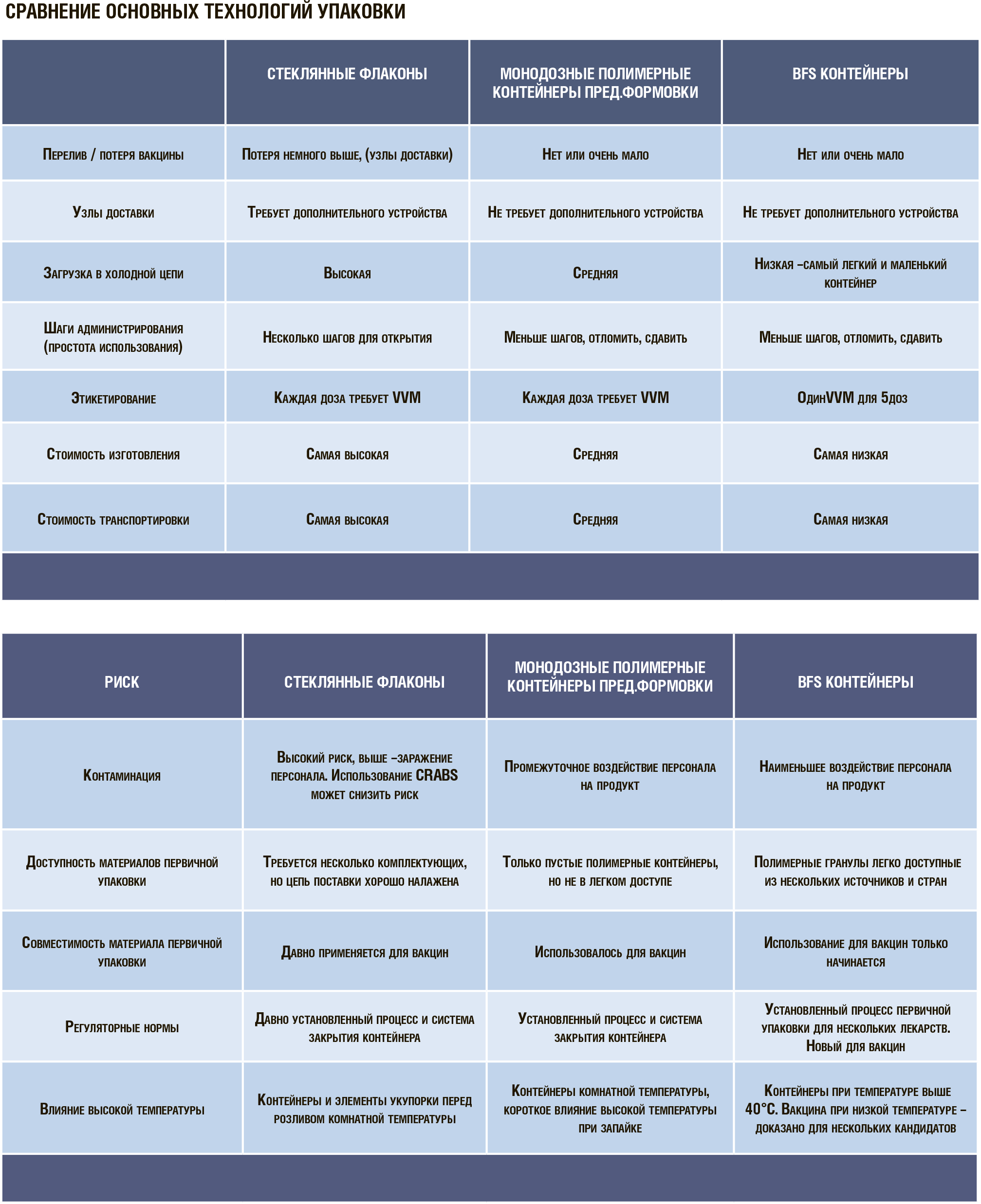
Есть несколько преимуществ BFS технологии, которые индустрия вакцин может использовать, а именно:
- BFS технология даёт уверенный уровень высокой стерильности.
- Будучи изготовленными из полимера, BFS контейнеры не ломаются.
- Нагрузка на холодную цепь снижена по сравнению с такими же контейнерами из стекла.
- BFS технология даёт значительное снижение себестоимости изготовления по сравнению с другими доступными технологиями первичной упаковки вакцин.
 Однако, нужно быть уверенными, что наполняемая вакцина НЕ ПОДВЕРГАЕТСЯ ВЛИЯНИЮ ВЫСОКОЙ ТЕМПЕРАТУРЫ В ХОДЕ ПРОЦЕССА ПЕРВИЧНОЙ УПАКОВКИ ИСПОЛЬЗУЯ ТЕХНОЛОГИЮ BFS.
Однако, нужно быть уверенными, что наполняемая вакцина НЕ ПОДВЕРГАЕТСЯ ВЛИЯНИЮ ВЫСОКОЙ ТЕМПЕРАТУРЫ В ХОДЕ ПРОЦЕССА ПЕРВИЧНОЙ УПАКОВКИ ИСПОЛЬЗУЯ ТЕХНОЛОГИЮ BFS.
— Какая температура контейнера непосредственно перед началом розлива?
— При выходе из пресс-формы продолжает ли расти температура наполненной жидкости?
— Какая часть температуры передается от контейнера к наполненной жидкости?
Параметры процесса BFS ТЕХНОЛОГИИ, влияющие на финальную температуру продукта:
- Класс и тип полимера;
- Температура экструзии;
- Температура воды, охлаждающей пресс-форму;
- Время цикла – время охлаждения, выделенное на остывание корпуса контейнера;
- Температура выдуваемой среды – воздух или инертный газ;
- Температура окружающей среды, которая может быть от 18°C до 23°C;Толщина стенки контейнера, особенно в критичной зоне;
- Объем наполняемого контейнера, который отвечает массе полимера, передающего тепло продукту – для данного изучения это контейнер 2мл.
- Температура наполняемого продукта;
- Количество продукта;
- Это изучение ограничивается двумя выделенными выше параметрами, т.к. они менее дорогие в плане контроля и имеют самое высокое влияние на финальную температуру наполняемого продукта.
Мы выполнили некоторые изучения на машине SYFPAC® SVP SCM 90383 с пресс-формой для 2 мл (SCM 90756)
Для изучения использовался пластик LDPE двух разных поставщиков – BOREALIS и BASELL.
Мы не обнаружили большой разницы в количестве теплоты, передаваемой продукту контейнером при использовании полимера из различных источников.
Также использовалось:
- Предварительно откалиброванные термопары типа K.
- Дистиллированная вода в качестве наполняемой жидкости.
- Время цикла SYFPAC® было установлено на 10.8 секунд – если предоставить больше времени на охлаждение, температура продукта снизится больше.
- Программа SYFPAC® была модифицирована таким образом, чтобы при использовании цикл выполнялся в штатном режиме до момента наполнения, после чего форсунки должны подняться и пресс-форма сомкнуться. Цикл завершится после открытия пресс-формы. Это по-зволяет термопаре отслеживать температуру даже после 10.8 сек (время цикла).
- BFS машина была модифицирована для охлаждения поступающего продукта (подготовка для охлаждения в буферной емкости и головках наполнения). Охлаждение продукта на конвейере.
ВЫВОД
Для поддержания низкой температуры при объеме наполнения ниже 0,5 мл требуются дополнительные модификации процесса. Удержание контейнеров в вертикальном положении и обдув только сформированных контейнеров холодным воздухом помогает снизить рост температуры продукта после наполнения.Охлаждение контейнера изнутри помогает снизить финальную температуру продукта после наполнения. Это можно легко выполнить при изготовлении преднаполненных шприцев поскольку дюза калибровки, используемая для формовки шприца, имеет функцию охлаждения воды.Охлаждение изнутри нижней части обычных BFS ампул также возможно при использовании специальных форсунок наполнения.
Следующие продукты были наполнены для проведения теста стабильности:
- Оральная полиовакцина;
- Ротовирусная вакцина;
- Вакцина от гриппа;
- Пентавалент;
- 2 новых биотехнических формуляции в настоящее;время изучаются;
- Дополнительные исследования на других вакцинах.
ТАКИМ ОБРАЗОМ МОЖНО СДЕЛАТЬ ВЫВОД, ЧТО ТЕХНОЛОГИЯ BFS ПОДХОДИТ ДЛЯ НАПОЛНЕНИЯ ЧУВСТВИТЕЛЬНЫХ К ТЕМПЕРАТУРЕ ФОРМУЛ!


