Изготовление лекарственных препаратов — сложный процесс. Конечный результат будет зависеть от того, насколько стабильно и эффективно работает каждый из блоков производства. Эксперты Сервисной службы АО «Промис» уже более 10 лет помогают фармкомпаниям налаживать упаковочные процессы. Одним из ее новых инструментов, доступных инженерам фасовочных линий, является программное обеспечение (ПО) «Фармсервис». С его помощью инженеры фармпроизводств могут получить консультацию прямо в своем смартфоне в любое время суток. ИТ-решение позволяет сократить срок устранения неполадок на фасовочной линии с нескольких дней до нескольких часов, а это на десятки тысяч рублей сокращает издержки компаний. Узнать больше в возможностях ПО «Фармсервис» можно по ссылке
Случай из практики
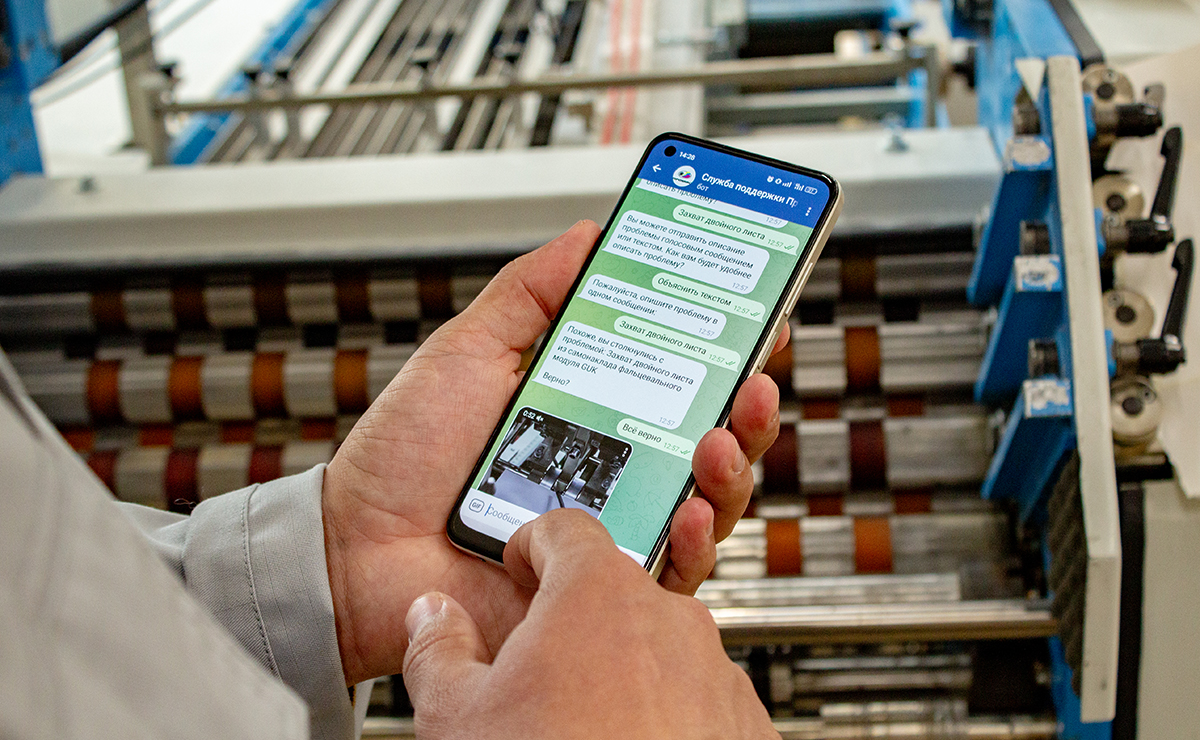
Через ПО «Фармсервис» за помощью обратился наладчик фасовочной линии одного из фармацевтических производств. Механик описал свою проблему: наличие постороннего звука и биения регулировочного механизма фальцевальных валов на GUK-2000. Сотрудник прислал видео эксперту Сервисной службы АО “Промис”. Поскольку последняя придерживается комплексного подхода в решении проблем заказчиков, основной ее задачей стал поиск первопричин проблемы и дальнейшее устранение. Как отметили специалисты, подобные сбои влекут за собой нестабильную работу упаковочной линии и быстрый износ комплектующих фальцевального модуля.
В данном случае требовалась настройка зазоров валов таким образом, чтобы они не вызывали биение и обеспечивали правильное функционирование без повреждения бумаги. Эксперты службы предложили коллеге настроить зазоры между валами с использованием одного слоя бумаги под каждым зажимом. Бумага должна выниматься без особых усилий и не рваться.
Далее, для устранения биения регулировочного механизма, было рекомендовано провести дополнительную проверку зазора между валами. Один из возможных вариантов – увеличение зазора, если валы слишком сильно зажаты. Также необходима проверка количества слоев бумаги под каждым зажимом, особенно там, где наблюдается биение. Также нужно убедиться в том, что количество слоев соответствует инструкции и схеме валов. Обращаем внимание на верхний рычажок, который регулирует зазор между третьим и четвертым валами. Если требуется уменьшить биение, немного увеличиваем этот зазор с помощью регулировочной гайки. При этом следует расширить зазоры вращения барабана (регулировочные гайки) по часовой стрелке.
По итогам онлайн-консультации наладчик фасовочной линии отрегулировал зазор при помощи регулировочной гайки и устранил биение регулировочного механизма. Это позволило ему продолжить работу без сбоев.
«Благодарен коллегам за оперативную помощь в решении нашей проблемы. Удивлен, что с момента обращения до решения проблемы прошло всего два часа», — комментирует представитель компании-заказчика.
Эксперты сервисной службы АО «Промис» разработали специализированный обучающий курс для наладчиков GUK, который включает в себя теоретическую и практическую части. В рамках обучения инженеры получают знания и рекомендации опытных экспертов сервисной службы. Сейчас уже более 479 сотрудников российских фармкомпаний прошли обучение для наладчиков GUK и повысили эффективность оборудования на своих предприятиях. Узнать подробнее о том, как проходит курс и ознакомиться с демоверсией можно по ссылке ниже.